An Overview of Injection Mold Manufacturing
Injection molding machines are complex pieces of equipment. They comprise an injection unit that sends melted plastic into the mold and a clamping system that operates it.
Raw polymer granules enter the machine through a hopper and pass through a barrel heated by a reciprocating screw. Once the material passes through the barrel, it melts and is conveyed forward via a sprue and runner into the mold cavity.
Injection Unit
The injection unit is the main component of an injection molding machine. It consists of a barrel, a screw, and a method for generating pressure—either hydraulic or electric. The screw has helically wound flights that define a flow channel for the polymer. The screw fit closely into the barrel with a gap between the flight land and the inner barrel wall of less than 0.1 mm.
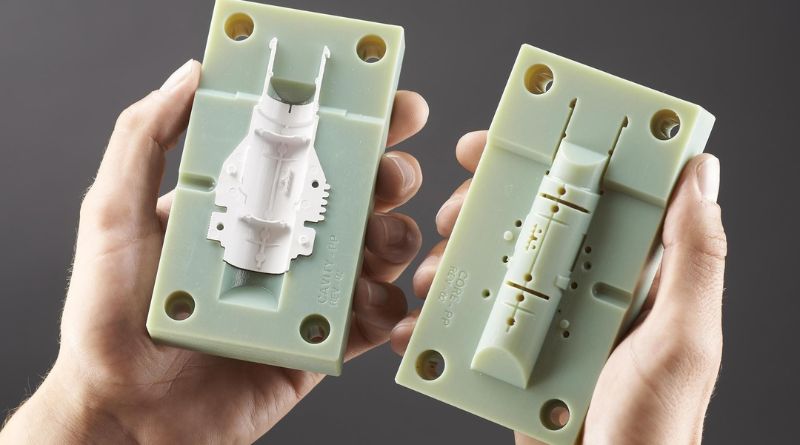
The injection unit’s nozzle connects to a set of runners that carry melt from the sprue to the mold cavities that determine the end product’s dimensions. The runner system may contain multiple gates.
Injection molding requires that all features have a good fit and finish. If a feature has an undercut, it can be hard to manufacture with a simple 2-part mold. Redesigning the part to eliminate undercuts can save production time and cost.
Thermoplastic
Injection mold manufacturing uses thermoplastic resins to create parts with various geometries. The resins are melted and then injected into the mold, allowing them to cool before being ejected. Because of their recyclability and flexibility, thermoplastics are a popular choice for injection molding.
During the injection process, pelletized raw material is fed through a heated barrel and a reciprocating screw. This raises the material’s temperature and decreases its viscosity, allowing it to flow under the injection pressure.
Changing the design of a plastic injection-molded part to eliminate undercuts can save significant manufacturing costs. However, this can be expensive and time-consuming. Undercuts can be eliminated through a redesign or by adding sliding side-actions or cores. The best way to avoid undercuts is through careful design, including avoiding thin walls and poor draft angles. They can also be caused by trapped air, which inhibits the flow of melted plastic during injection.
Thermosetting Additives
Thermosets allow for a higher level of functional fillers, reinforcing fibers, and performance-enhancing additives. Their rheological properties also enable more flexibility in compound formulation and higher loading potential.
Injection molds are usually constructed from hardened steel or aluminum. They may be finished using standard machining or Electrical Discharge Machining.
A common problem in injection molding is knit lines, minor hair-like discolorations that can occur when two melted plastic flows meet. They can affect the aesthetics and decrease the strength of the final part. This can be caused by sharp geometry changes, holes, or trapped air and can be prevented by careful mold design.
Tooling
Injection molding is a mass-production process that requires a massive investment in tooling. This is why it’s essential to follow the best design practices to avoid costly mistakes. For example, uniform wall thickness is critical for minimizing warping as the melted material cools. This reduces cycle times and allows for a higher-quality finish.
The first step is preparing the part for injection molding by collaborating with engineers and product designers. This involves designing a 3D model and considering critical factors such as shrinkage, gating and runner system design, and surface finish requirements.
Plastic injection molds are typically designed with a single cavity, but multi-cavity molds can also be used. These molds are typically more expensive, but they allow more components to be produced in one injection cycle.
Adding fasteners to injection molded parts is done by either designing the screw thread directly into the component, by adding a boss where a screw can be attached, or by using metal threaded inserts. Injection molded parts with screw threads can be assembled and disassembled many times without losing integrity.


